
知識だけじゃ実践できない。
IATF 16949 SPC要求事項を「自動」で満たすデジタル品質戦略
日常品質監視の延長がそのまま監査エビデンスに
製造工程の監視および測定(SPC)の難所
IATF16949には5つのコアツールがあります。
| APQP | 先行製品品質計画 |
| PPAP | 生産部品承認プロセス |
| FMEA | 故障モード影響解析 |
| MSA | 測定システム解析 |
| SPC | 統計的工程管理 |
中でもSPCは、情報のデジタル化によりコアツールの中でも要求事項が高度化してきています。IATF16949の解説サイトの多くは、統計情報について「何を監視すべきか」という「What」ついて詳しく解説していますが、具体的にどう実施するかという「How」の解説はほとんど見たことがありません。一般的に「表計算ソフトやSPCソフトを使って行う。」とされていますが、何をすべきか分かっているだけで実施できるような、簡単な要求ではありません。本ページでは特にSPCに深く関連するIATF16949 9.1.1.1項、9.1.1.3項、8.5.2.1項について具体的な対策を解説します。
IATF16949 9.1.1.1 製造工程の監視及び測定(SPC)の要求事項
①工程能力(Cp/Cpk)の算出
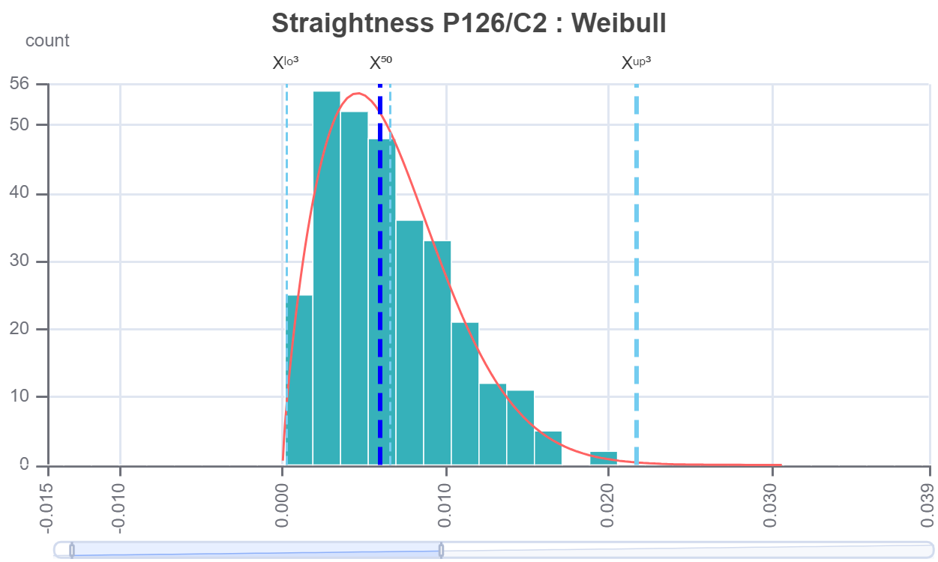
非正規分布例
当社のWEBサイトでも工程能力Cp/Cpkの計算方法は詳しく解説していますが、正しく算出しないと意味がありません。杓子定規に正規分布を当て嵌め、±3σから工程能力を計算すれば良いわけではありません。Cp/Cpkの算出方法は別途ISO 22514-4で定義されていますが、パーセンタイル法で正しく計算するのためには高度な数学的知識が必要です。なぜなら非正規分布によるWEB上などで見かける「公差を6σで割る」方法が間違っている訳ではないのですが、σを使って正しく計算できるのは正規分布のみです。長期間にわたり正規分布する特性は全体の数パーセントほどしかなく、実践ではパーセンタイル法が必須です。
データ形状にフィットする分布曲線の選択が難しいのは、「さじ加減」です。下記2つポイントを考慮し、適切なデータ分布を選択する必要があります。
- データにフィットしていないと予測と実態が大きく異なってしまう。
- データにフィットさせすぎると再現性が低くなる。
適切な分布モデルの選択は多くの計算を要するため、手計算ではほぼ不可能です。プログラムを開発するには数学的知識と、規格の要件を完全に理解する必要があります。iNDEQSにはAIを活用した分布曲線選択モジュールを組み込んでいるため、自動で最適な分布モデルを選択できるようになっています。
ISO 22514-4準拠、AIが支援するi-AnalyzerのCp/Cpk算出方法はこちら
②Xbar-R管理図などで工程を監視・測定する
管理限界の超過だけでなく、管理図の異常な兆候には、ラン(連続して中心線を下回る、または上回る)やトレンド(連続してポイントが上昇または降下する)など多数存在します。管理図をEXCELなどで作っている場合、これらの兆候は自分の目で探さなければ分かりません。BIツールを使えば管理図自体の描画は簡単ですが、データの異常パターンを検出する仕組みについては自前で開発する必要があります。
特に自動車部品のように管理項目が多い場合、発見すべき異常パターンを理解していても時間的制約の中で全てのパターンと照合し、その中から異常な特性を発見するのは一般的な分析ソフトや表計算ソフトでは非常に困難です。
i-Boardを使った異常パターン自動検出はこちらから。
③修理、設備変更などイベントの記録
機械の修理や治具の変更などのイベントは記録するよう指示されています。これらイベント情報は後に品質問題の根本原因調査に使用するために記録します。
一般的に「工程変動の要因は5M(Man=人, Machine=設備, Method=手法, Material=材料, Meillieu=環境)に分類できる。」とされています。変動要因調査を行う場合、これら5Mの視点で原因を探るわけですが、統計的アプローチで実施するためには、一定期間の検査データを設備ごとや、作業者ごとに分けて工程能力を計算し、統計的に「有意な差が生じるか?」を分析できるデータセットを持つことで初めて意味を成します。
iNDEQSのデータ構造は5Mを使った分析に最適化されており、誰でも5Mの視点でデータを分割し、かつ瞬時に工程能力を算出して条件ごとに比較できるようになっています。
5M分析に必須!i-Analyzerのオートスプリット機能の説明はこちらから
IATF16949 8.5.2.1 識別及びトレーサビリティ―補足の要求事項
製造工程では、製造日、ロット、作業者名、設備番号などを記録し、顧客や規制当局から要求があれば定められた時間内にこれらの情報を提供する必要があります。
定められた時間内(例えば24時間以内)に、当該ロット番号や日付のデータを探し出し、当該製品を製造した設備や作業者を探しだすにはこれらの情報が一元化されており、普段の業務の延長で簡単に探し出せるデータを作っておくことで、情報提供の為だけに資料をひっくり返して探す必要がなくなります。
情報を一元表示するi-Analyzerのポップアップウインドの説明はこちら
IATF16949 9.1.1.3
9.1.1.3では作業者に統計概念を理解させ、統計情報から工程の状態を読み取ったり、対策を検討したりする能力が求められています。管理図の書き方やヒストグラムなどの純粋に統計的な意味を理解するのは座学で補えますが、そこから実際の品質状態を読み取る力は現場経験の有無で各段に差がでます。ベテランの品質管理者と配属直後の新人では当然大きな差があります。iNDEQSはベテラン管理責任者の策定した「異常判断基準」をシステム上で全員が共有できるようになっており、知識レベル差によって判断基準が変わることがないよう設計されています。ベテランの策定した評価基準で日々の管理業務で新人をサポートし、iNDEQS上で実際のデータを見ながら「情報の解釈」の仕方を学習できるようになっています。
i-Analyzerの判断基準共有の方法はこちらから
CATENA-Xを皮切りに、広大なデジタル空間を介した情報の相互活用が始まっており、品質のデジタル情報の戦略的な重要度はますます高まっています。
IATF16949監査に強い品質データ構築の無料相談は下のボタンからお申し込みください。