品質データ活用への道 Vol6 Rev.1
i-Boardで実現する品質データの俯瞰的な視点
前回Vol5「アジャイルマニュファクチュアリングに適したデータ構造」に続く内容です。
品質管理では特定の検査項目で不具合が発生した場合、不具合の生じた1つのデータだけに着目するだけでなく、下記のようなポイントに着目してデータをチェックする事があると前回述べました。
・「同じ設備を使って製造した他の製品に影響は及んでいないか?」
・「公差外が発生した前後の時間帯の部品に影響はないか?」
・「製品ではなく、検査用の治具を変えたのが影響しているのでは?」
安定した品質を維持するためには不合格のデータを特定するという「点」を見つけ出すだけでは不十分で、同じ設備で製造した他部品のデータや、同時刻帯に製造した部品のデータを、切口を変えて俯瞰的視点から「線」や「面」でデータを捉える必要が出てきます。
しかし品質データは刻々とリアルタイムで追加されます。「設備ごと」、「製品ごと」、「特定の期間」など切口を変えてデータを抽出し、分析するために、毎回自席に戻ってパソコンを操作する必要があると、たとえ分析ソフトを使用したとしてもあまり効率の良い作業とは言えません。
INDEQSシリーズのi-Boardは最初に品質管理目線の俯瞰的なデータを表示します。「どのライン、どの工程でどの程度の割合で不具合が発生しているか?」という全体像です。最初の段階で真っ先に問題の多いラインや工程に素早く着目する事が出来ます。
次に着目した工程を「設備ごと」や「製品ごと」などに分割した視点を提供し、「具体的にどの設備や、どの製品で多く問題が発生しているか?」という判断を瞬時に行う事が出来ます。
さらに検査特性までレイヤーを掘り下げると、その検査特性の傾向を表すグラフが表示され、最終的には公差外となっているデータが観測された日時やシリアル番号等の詳細まで到達する事ができます。
このように公差外が発生したデータの周りから徐々に的を小さく絞るアプローチをする事で、問題となっているデータと時間帯や設備などの条件を共有するデータを包括的に確認する事ができるようになっています。
実際のデータドリルダウン(深掘り)の事例は下記動画をご覧ください。
進化するi-Board
上の動画では特性ごとに個々の数値に対し、OK、警戒レベル、NGがどのくらいの割合で発生しているか表示していますが、最新のi-Boardは個々の数値の監視に加えて、工程変動予兆を自動で監視できるまでに進化しています。
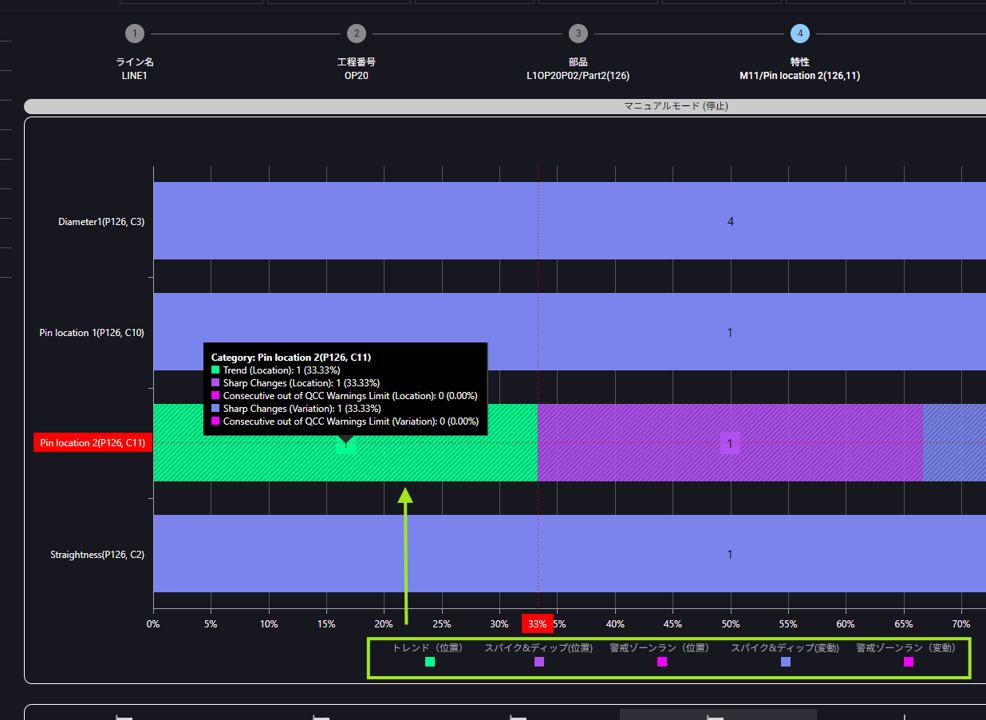
多くの特性の中から、ラン、トレンド、警戒ゾーンラン、スパイク&ディップといった管理図(平均値)に現れる特徴的な傾向を監視します。品質変化の特徴的な傾向を自動で捉え、ダッシュボード上にアラートの種類と、発生回数を通知します。
アラートマネージャを追加することで、アラート情報をメール配信で通知することができます。
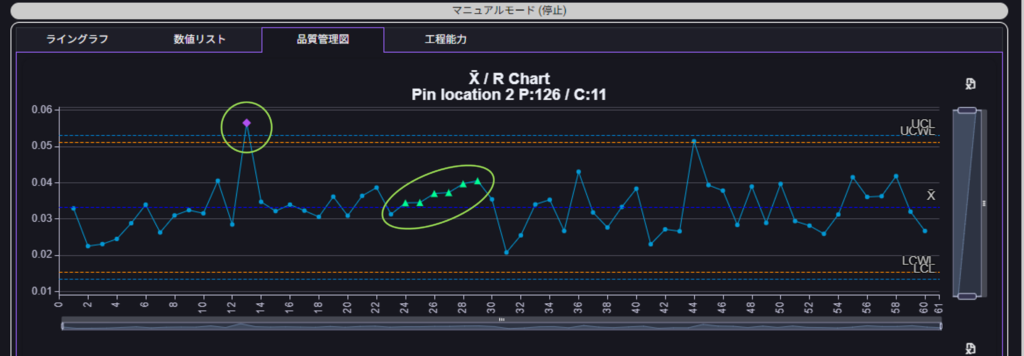
アラートの発生している特性をドリルダウン(深掘り)すると、どのタイミングで工程変動の予兆が発生しているか管理図で詳細を確認することができます。
変動アラートの発生についても、設備ごとやロットごとに層別してアラートの種類や回数を判定することができます。
個々の測定値の公差外、公差内の判定は単純な個数集計であるため、一般的なBIツールでも可能ですが、傾向について正確に判定するためには以下のような複雑なステップが必要です。
- 管理限界線を計算(ユーザ要件により標準、拡張、ANOVAで算出方法を変える)
- XbarとR(またはS)の管理図それぞれについてサブグループの平均値を計算
- 前の値n個に対しての変動方向や変動幅を算出し、変動パターンに該当するか判定
継続的に発生する数百、数千にのぼる検査特性データの変動パターン自動監視を、汎用分析ソフトやEXCELで行うのは不可能です。i-Boardは高速データ処理と優れた変動検出アルゴリズムによって、従来のSPCソフトでは不可能であった工程の品質変動予兆監視の自動化を実現しています。
i-Boardの製品詳細は↓のボタンから
次回は、「アナログ測定機器のデータの扱い」をお送りします。
アナログデータは手入力が必要な事もあります。またデジタルデータは存在していても、「どの部品の何を評価したデータなのか?」というデータ(定義)が無い場合はそれらを手入力で用意しなければならない場合があります。このような場合の、INDEQSシリーズでの効率的なデータを入力方法についてご紹介します。
品質データ活用についてのご相談はコチラまで。相談無料です。
INDEQSの資料ダウンロードはコチラから。